Погрешности установки детали в приспособлениях
Погрешностью базирования называется разность предельных расстояний измерительной базы относительно установленного на требуемый размер обрабатываемой детали режущего инструмента. Погрешность базирования для ширины паза Н равна нулю, поскольку заданный размер обеспечивается конструкцией режущего инструмента. Условие выполняется, следовательно при выбранной схеме базирования возможно получение заданного размера. Погрешность установки [еу]- одна из составляющих суммарной погрешности выполняемого размера детали - возникает при установке и обработке в приспособление и складывается из погрешности базирования [еб] Погрешность установки заготовки в приспособлении определяется по формуле: где погрешность базирования; погрешность закрепления; погрешность приспособления









")
Конструкторские базы назначаются конструктором изделия при простановке размеров на рабочем чертеже. На выбор той или иной схемы при простановке размеров влияют как конструкторские, так и технологические требования. Выбранная схема в значительной степени предопределяет последовательность обработки, выбор баз, конструкцию приспособления и т. Выбирая схему простановки размеров, конструктор должен исходить из обеспечения принципа технологичности конструкции.











| 156 | Далее: Типовые схемы установки заготовок при обработке. Поэтому требуемое расположение поверхностей детали можно обеспечить только в следующих случаях: 1 если заготовка занимает определенное положение в рабочей зоне станка; 2 если положение заготовки в рабочей зоне определено до начала обработки, на основе этого можно корректировать движения формообразования. | |
| 498 | Под установкой заготовок понимается процесс базирования и закрепления заготовок в приспособлении для её обработки, сборки или контроля. | |
| 421 | Погрешности неизбежно возникают в процессе изготовления деталей машин. Это обусловлено неточностями, сопровождающими любой производственный процесс. | |
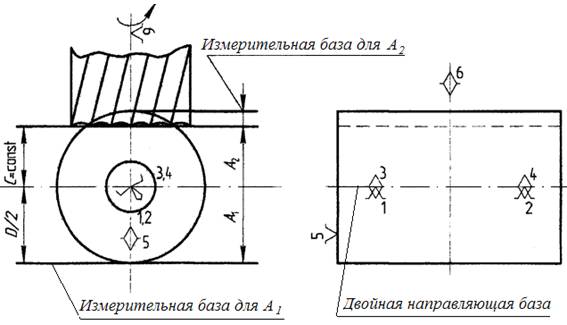
| 496 | Придание, заготовке или изделию требуемого положения относительно выбранной системы координат называют базированием. | |
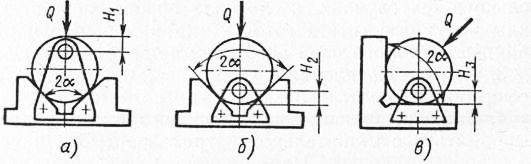
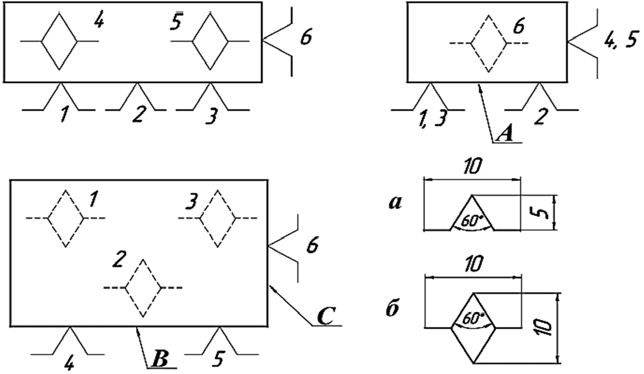
| 264 | Выявлены и показаны особенности определения величины погрешности базирования заготовок в призмы с учетом величины поля допуска на диаметр заготовки и величины угла призмы в пределах от 30 до град. Установлено, что наибольшая величина роста погрешности базирования наблюдается для призм с углом в 30 град. | |
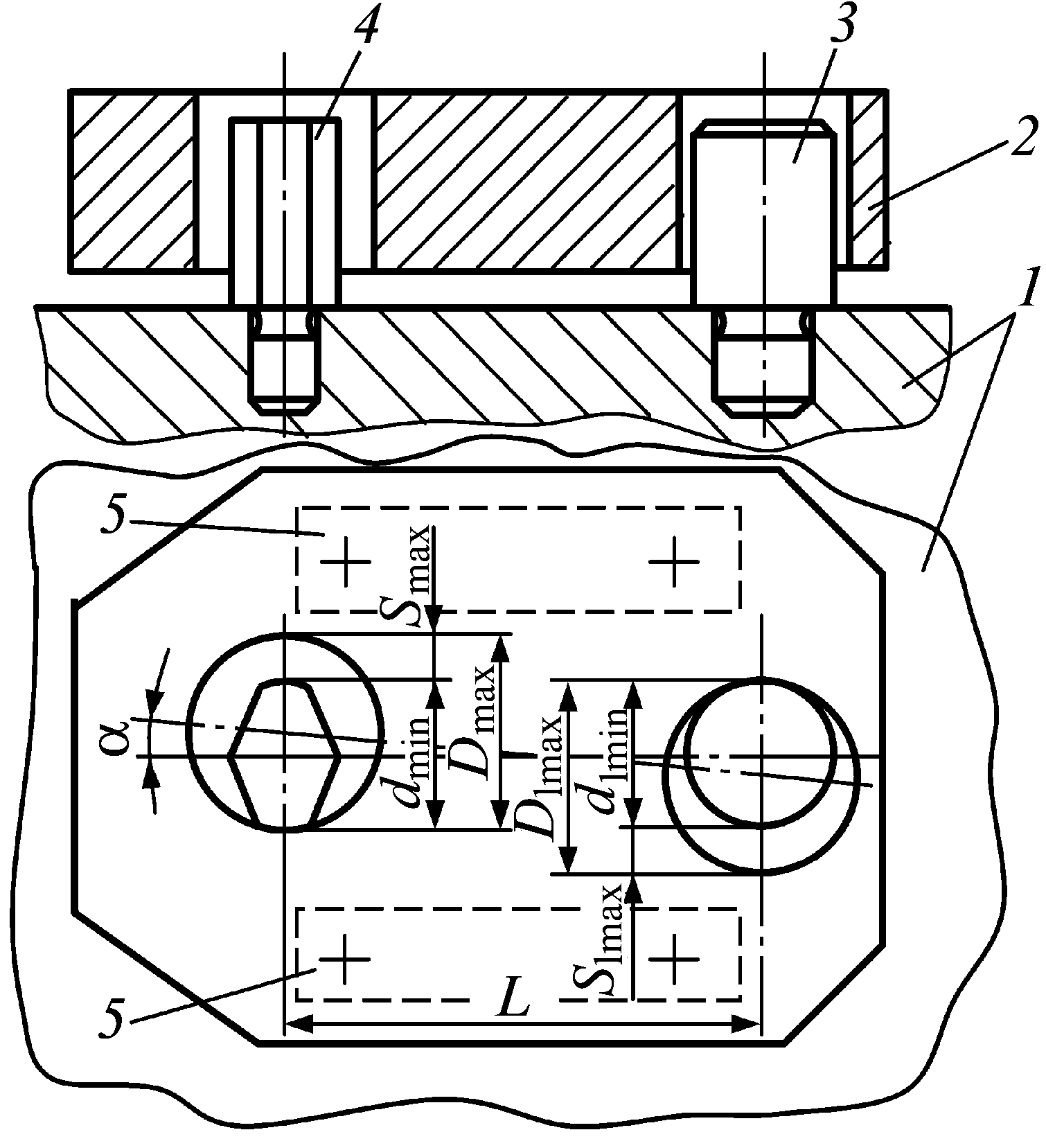
| 249 | При установке заготовок в приспособление возникают погрешности базирования, закрепления и положения заготовки по отношению к инструменту, погрешности установки приспособления на станке и др. |
Погрешность установки — отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Погрешность установки e у , как одна из составляющих общей погрешности выполняемого размера суммируется из погрешностей базирования e б , закрепления e з и погрешностей заготовки, вызванных неточностью приспособления D пр. По своему физическому смыслу величина e у выражает погрешность положения заготовки. Так как величины e б , e з , D пр представляют собой поле рассеяния случайных величин, то общая погрешность установки определяется как:. Базирование по ГОСТ — придание заготовке или изделию требуемого положения относительно системы координат.