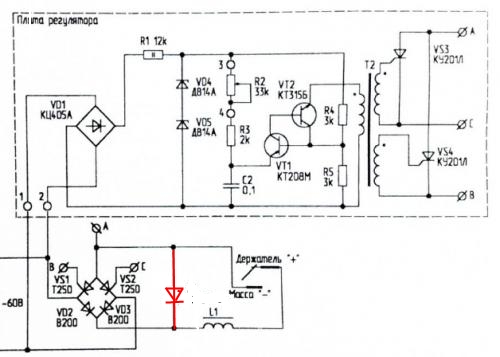
Регулятор тока сварочного аппарата
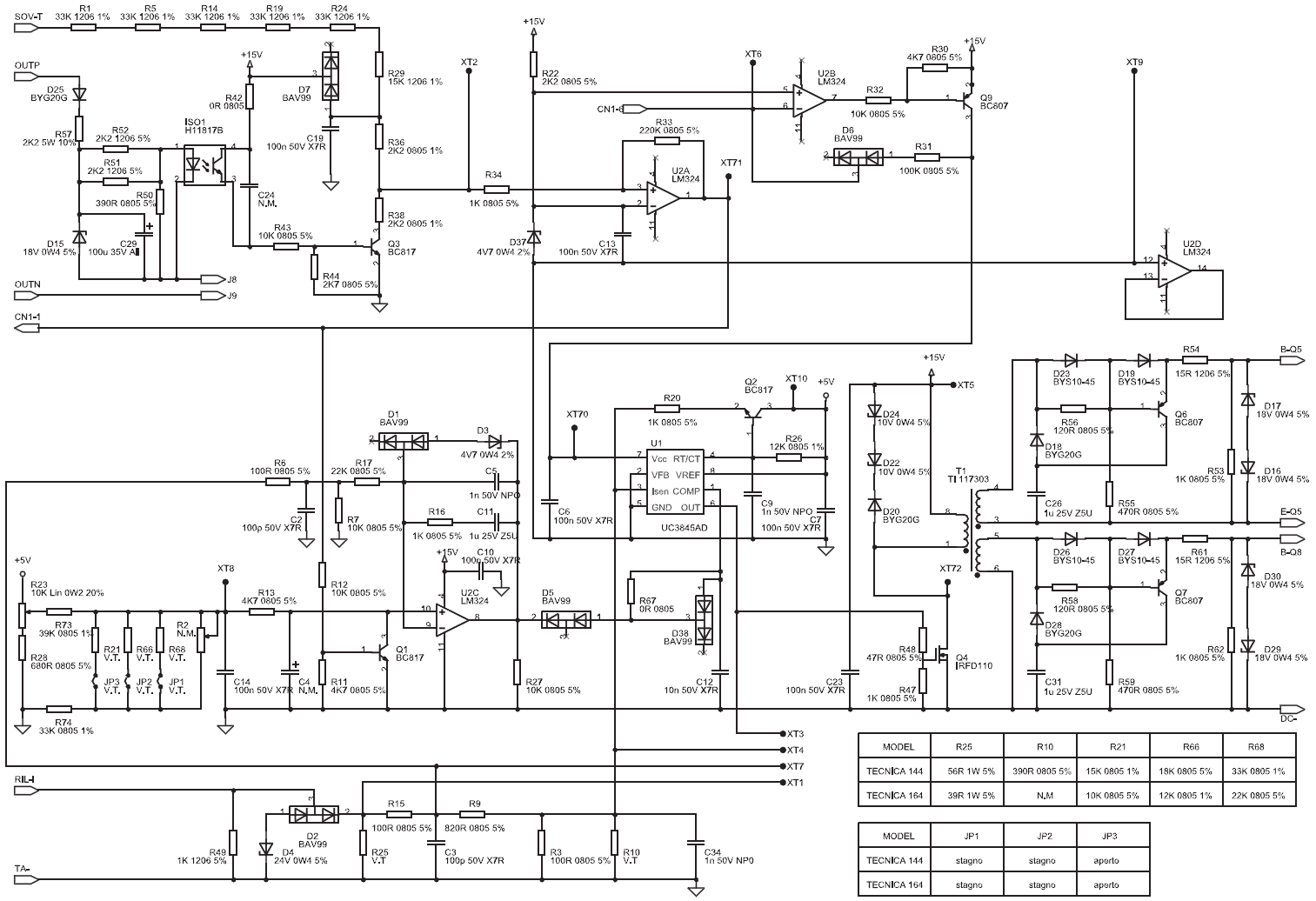
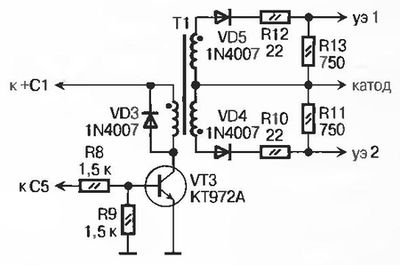
Этот модуль плавно регулирует сварочный ток фазоимпульсный метод регулирования тока , также может применяться для регулятора тока заряда аккумуляторов. В данном устройстве сохраняется установленный ток при отключении устройства. Индикация - самая простая так как изначально изготавливался модуль для тестирования качества работы светодиод мигает при регулировке - чем быстрее мигает, тем меньше мощность.
 - Форум по радиоэлектронике")












Регулировка рабочего тока сварочного аппарата имеет первостепенное значение для удобства пользования и качества получаемого шва. Это объясняется возможностью подбирать тип используемого электрода и его толщину применительно к каждому конкретному случаю. Конструкционно вариация режима функционирования может осуществляться достаточно просто механически или гораздо более сложно тиристорное или симисторное электронное управление. В последнем случае ремонт сварочного оборудования при выходе его из строя представляет собой непростую задачу и может быть выполнен лишь в условиях спецмастерской. Для коррекции тока служат следующие способы:.











Сварочный источник ВДУ Выпрямитель ТППУ3. Инвертор Блок управления. Главная Технологии сварки. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.